- GD&T
DIMENSIONES GENERALES- Normas Internacionales De Tamano de Papel
- Dibujo Tecnico Styles
- ISO y ANSI Proyecciones
- ANSI Diseno Tecnico Vistas
- Tecnicas Tipos Dimesioning Dibujo
- ANSI e ISO Simbolos tolerancias geometricass
- Lectura Tolerancias Geometricas
- Taylor Principle Rule#1
- Tolerancias Forma
- Tolerancias Perfil
- Orientation Tolerances
- Ubicacion Tolerancias
- Tolerancias de Oscilacion
- TOLERANCIAS
ANSI Y ISO- Normas tolerancias e Ingenieria
- agujero y Base Limites del eje Y encajar
- ISO Sistema internacional de limites y ajustes
- Grado Internacional de la Tolerancia(IT)
- Las desviaciones fundamentales para agujero y eje
- ISO Band Tolerancia IT01-IT16
- Calculo de la tolerancia internacional
- Calculo del Alto y Bajo Desviacion para eje
- Calculo del Alto y Bajo Desviacion En Orificios
- ISO tolerancias del eje(3mm-400mm)
- ISO tolerancias del eje (400mm-3150mm)
- ISO Tolerancias agujero(3mm-400mm)
- ISO Tolerancias agujero(400mm-3150mm)
- ANSI Limites estandar y encajar
c-) Interferencia Locacional Adapta [LN]:cEstos ajustes se utilizan donde la precisión de la ubicación es de primera ajustes de interferencia importance.Locational se utilizan para piezas requiere rigidez y alineación con ningún requisito especial para piezas calibre presión.El se pueden montar o desmontar mediante prensado en frío y mayores fuerzas o prensado en caliente. Estos ataques no son para partes designadas para transmitir cargas de fricción de un parte a otra en virtud de la estanqueidad del ajuste. EJE "p6" con Hole "H7" da un ajuste de interferencia cierto. Es el ajuste de presión estándar para acero, hierro fundido, bronce o de acero asambleas. La cantidad de interferencia es demasiado pequeño para ajuste a presión satisfactoria a obtener en materiales de bajo módulo de elasticidad, tales como aleaciones ligeras. Para estos, EJE "s6" con el agujero se utiliza "H7" y aplicaciones típicas son collares presionado a ejes, asientos de válvulas, etc
Representación gráfica de la ANSI B4.1-1967 Interferencia Locacional adapta Tabla
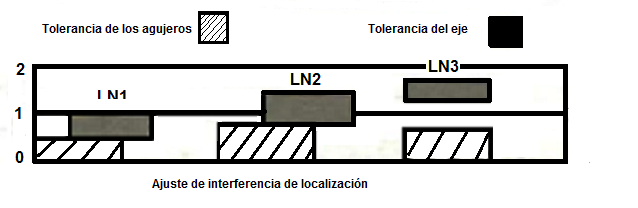
Límites De Interferencia De Ubicación Y Ajustes Para Piezas Cilíndricas
[(ANSI B4.1-1967,R1987)]
Todos los límites indicados en la tabla de abajo son en milésimas de pulgadas. Símbolos H7, p6, etc, son el eje y las designaciones Hole utilizados en sistema americano-británico-canadiense (ABC). Límites para el eje y el agujero se aplican algebraicamente al tamaño nominal (básica) para obtener los límites del tamaño de las partes. Todos los datos que figuran en negrita en la tabla de abajo están en conformidad con los acuerdos de ABC. Los valores que figuran en la Liquidación Límites columna representan min y los importes máximos de liquidación resultantes de aplicación de los límites de tolerancia estándar.
| LOS VALORES MONSTARDOS SON EN MILESIMAS DE PULGADAS | ||||||||||
| Nominal (básico)
Tamaño Rangos (pulgadas) (Inches) |
Clase LN1 | Clase LN2 | Clase LN3 | |||||||
| Interferencia Límites | Límites
De Tolerancia Estándar Limits | Interferencia Límites |
Límites De Tolerancia Estándar |
Interferencia Límites | Límites De Tolerancia Estándar | |||||
| Encima | a | Agujero H6 | Eje n5 |
Agujero H7 | Eje p6 |
Agujero H7 | Eje r6 |
|||
| 0 | 0.12 | 0 0.45 | +0.25 0 |
+0.45 +0.25 |
0 0.65 |
+0.4 0 | +0.65 +0.4 | 0.1 0.75 |
+0.4 0 | +0.75 +0.5 |
| 0.12 | 0.24 | 0 0.5 | +0.3 0 |
+0.5 +0.3 | 0 0.8 |
+0.5 0 | +0.8 +0.5 | 0.1 0.9 |
+0.5 0 | +0.9 +0.6 |
| 0.24 | 0.40 | 0 0.65 | +0.4 0 |
+0.65 +0.4 | 0 1.0 |
+0.6 0 | +1.0 +0.6 | 0.2 1.2 |
+0.6 0 | +1.2 +0.8 |
| 0.40 | 0.71 | 0 0.8 | +0.4 0 |
+0.8 +0.4 | 0 1.1 |
+0.7 0 | +1.1 +0.7 | 0.3 1.4 |
+0.7 0 | +1.4 +1.0 |
| 0.71 | 1.19 | 0 1.0 | +0.5 0 |
+1.0 +0.5 | 0 1.3 |
+0.8 0 | +1.3 +0.8 | 0.4 1.7 |
+0.8 0 | +1.7 +1.2 |
| 1.19 | 1.97 | 0 1.1 | +0.6 0 |
+1.1 +0.6 | 0 1.6 |
+1.0 0 | +1.6 +1.0 | 0.4 2.0 |
+1.0 0 | +2.0 +1.4 |
| 1.97 | 3.15 | 0.1 1.3 | +0.7 0 |
+1.3 +0.8 | 0.2 2.1 |
+1.2 0 | +2.1 +1.4 | 0.4 2.3 |
+1.2 0 | +3.2 +1.6 |
| 3.15 | 4.73 | 0.1 1.6 | +0.9 0 |
+1.6 +1.0 | 0.2 2.5 |
+1.4 0 | +2.5 +1.6 | 0.6 2.9 |
+1.4 0 | +2.9 +2.0 |
| 4.73 | 7.09 | 0.2 1.9 | +1.0 0 |
+1.9 +1.2 | 0.2 2.8 |
+1.6 0 | +2.8 +1.8 | 0.9 3.5 |
+1.6 0 | +3.5 +2.5 |
| 7.09 | 9.85 | 0.2 2.2 | +1.2 0 |
+2.2 +1.4 | 0.2 3.2 |
+1.8 0 | +3.2 +2.0 | 1.2 4.2 |
+1.8 0 | +4.2 +3.0 |
| 9.85 | 12.41 | 0.2 2.3 | +1.2 0 |
+2.3 +1.4 | 0.2 3.4 |
+2.0 0 | +3.4 +2.2 | 1.5 4.7 |
+2.0 0 | +4.7 +3.5 |
| 12.41 | 15.75 | 0.2 2.6 | +1.4 0 |
+2.6 +1.6 | 0.3 3.9 |
+2.2 0 | +3.9 +2.5 | 2.3 5.9 |
+2.2 0 | +5.9 +4.5 |
| 15.75 | 19.69 | 0.2 2.8 | +1.6 0 |
+2.8 +1.8 | 0.3 4.4 |
+2.5 0 | +4.4 +2.8 | 2.5 6.6 |
+2.5 0 | +6.6 +5.0 |
| 19.69 | 30.09 | +2.0 0 | 0.5 5.5 | +3.0 0 | +5.5 +3.5 |
4.0 9.0 | +3.0 0 | +9.0 +7.0 |
||
| 30.09 | 41.49 | +2.5 0 | 0.5 7.0 | +4.0 0 | +7.0 +4.5 |
5.0 11.5 | +4.0 0 | +11.5 +9.0 |
||
| 41.49 | 56.19 | +3.0 0 | 1.0 9.0 | +5.0 0 | +9.0 +6.0 |
+7.0 +15.0 | +5.0 0 | +15.0 +12.0 |
||
| 56.19 | 76.39 | +4.0 0 | 1.0 11.0 | +6.0 0 | +11.0 +7.0 |
10.0 20.0 | +6.0 0 | +20.0 +16.0 |
||
| 76.39 | 100.9 | +5.0 0 | 1.0 14.0 | +8.0 0 | +14.0 +9.0 |
12.0 25.0 | +8.0 0 | +25.0 +20.0 |
||
| 100.9 | 131.9 | +6.0 0 | 2.0 18.0 | +10.0 0 | 18.0 12.0 |
15.0 31.0 | +10.0 0 | +31.0 +25.0 |
||
| 131.9 | 171.9 | +8.0 0 | 4.0 24.0 | +12.0 0 | +24.0 +16.0 |
18.0 38.0 | +12.0 0 | +38.0 +30.0 |
||
| 171.9 | 200 | +10.0 0 | 4.0 30.0 | +16.0 0 |
+30.0 +20.0 | 24.0 50.0 | +16.0 0 | +50.0 +40.0 |
||
3-) Forzar O Reducir Adapta[FN]:
Estos ajustes están diseñados, por encima de todo, para las transferencias de momentos de torsión utilizando fuerzas de fricción entre los agujeros y ejes. Fuerza y encogimiento adapta son un tipo de ajuste de interferencia que tratan de mantener la presión constante del agujero para todos los tamaños. El interferece varía casi directamente el diámetro de las partes. la interferencia entre el mínimo y el valor máximo se mantiene pequeño para garantizar que la presión resultante son razonables. El valor de la capacidad de interferencia / carga de los aumentos de ajuste con el aumento de la clase de la forma. Cuando se usa ajuste forzado, irregularidades superficiales de las piezas conectadas está parcialmente pelado y alisa. Esto se traduce en la reducción de la interferencia de montaje original y por lo tanto la reducción de la capacidad de carga de montaje. La cantidad de suavidad de montaje de la superficie depende del tratamiento de soporte de carga de la superficie del borde parte conectada, velocidad de la prensa y sobre todo de la rugosidad de las partes conectadas. La velocidad de la prensa no debe exceder de 2 mm / s. Para evitar que se atasquen, piezas de acero están normalmente lubricados. También es necesario que las áreas de contacto de grasa en caso de grandes acoplamientos con gran interferencia, donde se requieren fuerzas extremadamente altas de prensa. Piezas de diferentes materiales pueden ser presionados seco. Engrase contacto y capacidad de carga de acoplamiento. Desde el punto de vista tecnológico, un ajuste forzado es relativamente simple y poco exigente; pero se nota más baja capacidad de carga de montaje y fiabilidad que una prensa / Contraer ajuste transversal. Fuerza y reducir ataques se describen de la siguiente manera;
FN1; Ajuste De Luz: Este tipo de ataques son los que requieren la presión de conjunto de la luz y producen conjuntos más o menos permanente. Son adecuados en los miembros externos de hierro fundido o de secciones delgadas o ataques largos.
FN2; Ajuste Medio: Este tipo de ataques son adecuados para las piezas de acero común, o reducir ataques de perfiles ligeros. Se adapta Drive medio son de la más ajustada única que se puede utilizar con los miembros externos de hierro fundido de alta calidad.
FN3; Ajuste Pesado: Este tipo de ataques son adecuados para piezas de acero más pesados o reducir ataques de perfiles medianos.
FN4;FN5; Fuerza Encajar: Este tipo de ataques son para partes que puede ser muy y estresado o para reducir el tamaño y dónde se encaja presionando la pesada fuerzas requeridas son poco prácticos.
Representación Gráfica De La ANSI B4.1-1967 Fuerza Y Encogimiento Adapta
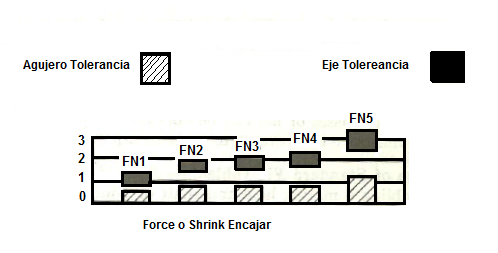
La provisión para ajustes forzosos es muy importante. La provisión para ajuste forzado por pulgada de diámetro por lo general de 0,001 pulgadas a 0,0025 pulgadas. El promedio feria está siendo 0,0015 pulgadas. La asignación por pulgada generalmente disminuye a medida que el diámetro de los aumentos parte. Así, la asignación total para un diámetro de la pieza de 2 pulgadas podría ser 0.004 pulgadas. Sin embargo, para un diámetro de la pieza de 8 pulgadas de la indemnización máxima no puede ser más de 0,009 o 0,0010 pulgadas. Las partes que necesitan ser montados por ajuste forzado se hacen generalmente cilíndrica. Pero a veces son ligeramente cónica. Las ventajas de la superficie cónica son que se reduce la posibilidad de frotamiento de las superficies de armarios. Así que menos presión se requiere para ensamblar las piezas. Para que las partes se separan más fácilmente cuando se requiere desmontar. Algunos lubricante debe ser aplicado a la superficie de la parte redonda y el taladro / concentrador antes del montaje. Este lubricante puede ser aceite de manteca de cerdo mezclada, etc Esto reducirá la tendencia de la abrasión. La desventaja de la forma de cono es menos fiable, ya que si la parte cónica se afloja, todo el ajuste va a ser libre con poco movimiento axial.








Copyright ©2010-2023 Coban Engineering.All Rights Reserved.